[Abstract] Utilizing CAE simulation software (MarcPatranDytran et al.) of MSC Company of the United States, the structure and packaging scheme of refrigerator products were comprehensively analyzed, and the mechanism of product damage during the transportation process was analyzed, and the product design and packaging scheme design were identified. Inadequacies, through the implementation of the project, reduced the cost of the product, and increased the protection of the product packaging.
Keywords: CAE; refrigerator structure; packaging; optimization
At present, the packaging of refrigerator products accounts for a relatively high proportion of the total cost of products, while the market feedback products have poor packaging quality and high product damage rates. Improving the packaging quality of products and improving the qualified rate of unpacking the products will help improve the brand image, reduce the transportation damage rate, and reduce the maintenance cost of products. With CAE software, find the deficiencies in product structure design and packaging design, reduce product packaging costs, improve product packaging quality, and make the product better protected during transportation.
1 Refrigerator left and right pad packing structure analysis and optimization
The damage to the left and right side of the refrigerator is usually a puncture and impact, and a crossbar impact test is used in the laboratory test. The materials of refrigerator structural parts are: cold-rolled steel plate, ABS, PU foam layer, and the outer package material is: carton, EPS foam. Carton board is anisotropic material: along the corrugated direction E1 = 10MPa, vertical corrugation direction E2 = 25MPa, cardboard normal E3 = 100MPa, burst strength 1.76MPa. The EPS foam is assumed to be isotropic material, taking E = 1.3 MPa.
The use of CAE technology to study the structural changes of the refrigerator package and the ability of the packaging board to resist external impact after the corrugation direction is changed, and to improve the ability to resist external impact under the premise of reducing the amount of material.
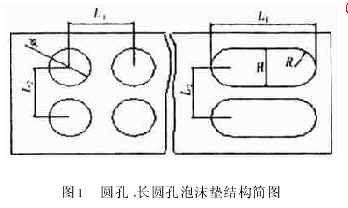
a. puncturing the CAE analysis: for the structure of the refrigerator side cushion structure carton board, formulated four kinds of combination schemes, garden hole, long garden hole with vertical and horizontal corrugated board, in the case of changing the structural size parameters, use The CAE software performs puncturing analysis and evaluation to achieve the goal of optimizing the structure. Select the weakest part of the central side of the opening area of ​​the hole respectively bear point load, 20 × 20, 20 × 40, 20 × 60 area uniform load, the load size is 250N;
b. Cross-beam impact CAE analysis: According to the provisions of GB1019-89, the refrigerator shall not be mechanically damaged or deformed after the cross-beam impact test. The size of the cross-wood shall be 100×100, and the distance of the refrigerator from the cross-wood shall be 1m.
As can be seen from Figure 2, the maximum deformation is 3.186mm, the crossbar can not touch the refrigerator, the impact of the refrigerator shell will not be caused by deformation, so whether it is horizontal cardboard, or longitudinal cardboard, using the above two kinds of foam board structure are Through related experiments, from the analysis results, as long as the fit of the carton board and the inner foam pad is reasonable, it can be realized that the ability of the outer package to improve product resistance is improved by about 10% under the premise of a 12% reduction in material usage. . The results of the analysis are summarized in Table 1 below.
2 Before and after the refrigerator structure analysis and optimization
Figure 3 shows the package cross-section diagram, the carton corrugation direction from longitudinal to lateral, the width of the front and rear pads from the 400 to reduce 200mm, the thickness from 10 to increase 18mm, the amount of material used to reduce 5.7%, given an external load of 250N, after CAE analysis and calculation, The improvement of the mat before and after the refrigerator and the ability of the foam to resist external impact have increased by about 30%, and can pass the crossbar impact test.
Based on this, the ability to resist puncture was also analyzed and improved. It can be seen from Fig. 4 that the maximum deformation is 28.4mm and it is not in contact with the door. From the stress cloud diagram in Figure 5, it can be clearly seen that the maximum stress of the carton stress location is 1.32Mpa. Less than the burst strength of 1.76Mpa, after the structure is improved, the ability of the front and back of the refrigerator to resist the impact of the crossbar has been improved, which means that the protective effect of the door body has been enhanced.